
摘
要
本
次
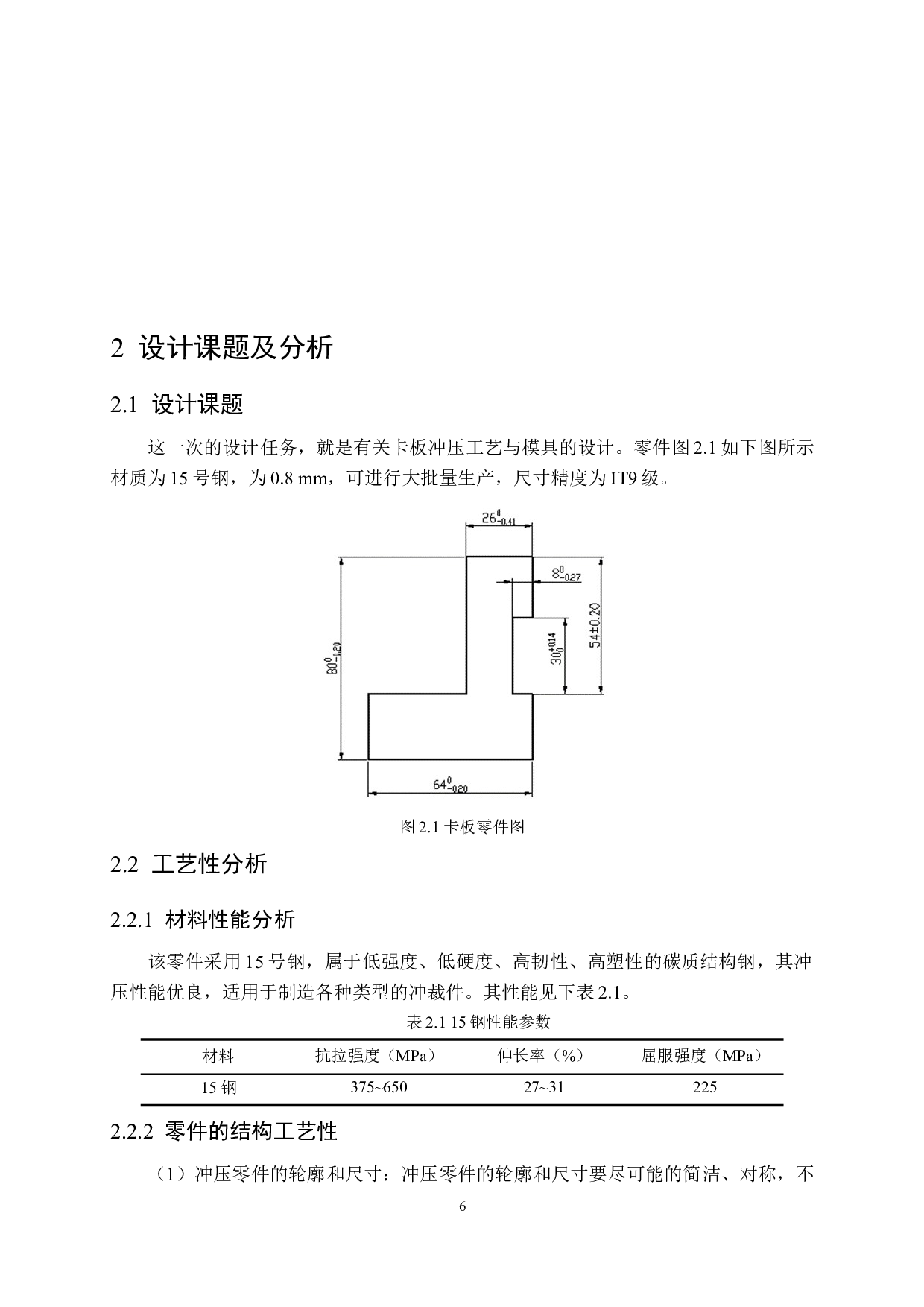
论文的主要研究内容是卡片模具的设计。首先,对该制件进行了技术分析,该制件所采用的15号钢材,是一种高品质的碳质结构钢
,
屈服强度为 220MPa,抗拉强度为 600MPa,伸长率为30%。
在对零件的工艺性进行了分析之后,将冲压的基本工序确定为落料工序,在经过对比之后,最终选择了单工序冲裁模方案,这种方案只需要设计一套模具就可以了,而且只有一道工序,因此工件的精度和生产效率都比较高,因此可以采用单工序模进行生产。
其产品外形为矩形,可确定为直接排样,并根据少废品排样法进行排样,经计算,物料利用率达58%
卡板冲压工艺与模具设计——材料15钢,板料厚度0.8mm-12040字.docx